

Wheel Tech
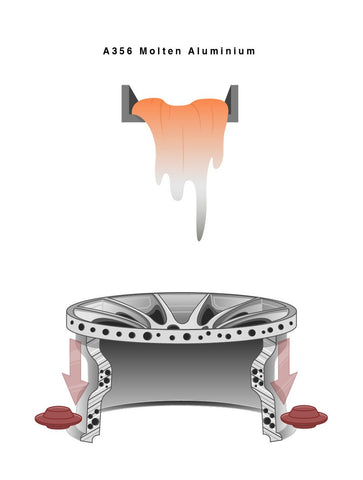
CAST WHEELS
Casting aluminum wheels are the most common manufacturing process for alloy wheels on the market. These wheels are made using molten aluminum poured into a mold which forms the desired wheel design. The aluminum cools and is then machined, drilled and trimmed into the final shape. This processing of casting a wheel is easy and less expensive than other methods however the process of allowing the molten aluminum to solidify leads to porosity. Porosity is inconsistencies in the material structure which leads to cracking and the overall reduction in the wheel’s integrity. Because of porosity, in order to ensure a cast wheel can be stronger manufacturers have to use more material which leads to heavier wheels.
The disadvantage of a cast wheel are their failure points. Cast wheels tend to crack under stress and have spectacular failures on track. The porosity of the alloy allows for opportunities for the casting to break away.

FLOW FORMED WHEELS
Flow Forming is a methodology referred to as Flow Forged or Forged Hybrid. The reality is that there is nothing forged about this type of wheel construction. The name Flow Forged is really a misnomer and shouldn’t be used (but is often used by marketers who want to convey a sense of strength in a wheel).
The process to flow form a wheel starts with casting, just like any other cast wheel. Once the cast is made the unfinished wheel is placed on a machine where the wheel is heated to over 400 degrees and then spun. A spinning disc contacts the wheel and widens the barrel of the wheel forming the final shape and width of the wheel. This process of heat and pressure helps strengthen the aluminum in only the barrel portion of the wheel.
FORGED WHEELS
The ultimate one-piece wheels. Forging is the process of forcing a solid billet of aluminum between forging dies under an extreme amount of pressure. This creates a finished product that is very dense, very strong and therefore can be very light. The forging process involves heat and pressure to strengthen raw aluminum. The wheel blank is placed in a lathe to begin the design process. The wheel starts at about 100 pounds, then are cut and decreased down to about 50 pounds. They are then put in a CNC mill and slimmed down to about 19 pounds for an 19 inch wheel. A lot of material is cut away to leave the finished product.
This process creates a wheel which is lightweight but has a high load rating. Load rating is important due to many variable forces acting on the wheel at any given time. The stronger lightweight wheel ensures proper safety and performance in the most grueling road conditions.
